La tétracycline, connue sous le nom commercial Sumycin, agit en bloquant la fixation de l’ARNt sur la sous-unité 30S ribosomale, interrompant l’élongation de la chaîne protéique bactérienne. Ce mécanisme confère une activité sur un spectre large, incluant bactéries Gram positives, Gram négatives, rickettsies et spirochètes. Sa biodisponibilité digestive varie selon la prise alimentaire et les interactions avec les ions divalents comme calcium et magnésium. Sa diffusion tissulaire est importante, notamment dans les voies respiratoires et génito-urinaires. L’élimination se fait par voie rénale et biliaire. Les effets indésirables incluent photosensibilisation, troubles digestifs et coloration dentaire en cas d’administration précoce. Les guides thérapeutiques mentionnent sumycin prix, en soulignant la nécessité de restreindre son utilisation afin de limiter les résistances acquises.
Microsoft word - shear sensitivity.doc
Shear Sensitivity Melt index and density are two properties that
However, while higher MI resins lead to shorter
help describe whether a polyethylene is useful
cycle times as illustrated in Table 1, for
for a given application. Density is the weight of
reasons concerning both processing (parison
the polymer per a given volume. Melt index (MI)
melt strength) and bottle properties (drop
is an indicator of the average molecular weight
impact strength), polyethylene grades with high
of a polyethylene and relates to both the
melt indices are not always the best resins for
processing and finished part performance of
Polyethylene grades exhibit a phenomenon
Melt index however, does not tell the entire
called shear sensitivity. The resins in Table1
performance story. Grades of polyethylene with
have different melt indices, but the same level
of shear sensitivity. The resins in Table 2 all
differently during the blow molding process. A
have the same melt index but differ in shear
third property – shear sensitivity –-provides
TABLE2: EFFECT OF SHEAR SENSITIVITY ON EXTRUSION
To see how important shear sensitivity is, you
must first understand how the melt index alone
According to the data in Table 2, the resin with
polyethylene grades (HDPE) are given in Table
high shear sensitivity produced less head
1. The data show the effect of melt index on the
pressure while extruding 25 percent more
best possible performance of three resins run
material per hour at a lower melt temperature
on the same blow molding machine under a
than the other two resins. If the operator had
constant extrusion pressure. The higher MI
chosen a resin simply based on MI, he might
resins have an advantage in both cycle time and
have overlooked this highly productive grade.
power usage. In fact, the 0.8 MI resin has a
cycle time 6.2 percent shorter than that of the
resin with a 0.3 MI. The power draw was
The viscosity of a HDPE melt appears to change
reduced by 7.5 percent, as well. As a result,
depending on how rapidly it is undergoing
more than 200 additional machine cycles can
shear, i.e., how hard the resin is being pushed
occur during an eight-hour shift if resin C is
through processing equipment. The higher the
shear rate, the lower the apparent viscosity. An
extruder generally produces a moderate rate of
TABLE 1: EFFECT OF MELT INDEX ON EXTRUSION
decrease in apparent viscosity. Forced at high
speed through a narrow die gap, the molten
correspondingly large decrease in apparent
viscosity. Once outside the die (in the form of a
practically no shear and appears very viscous
Shear Sensitivity (Continued)
Depending largely upon the molecular weight
distribution of the resin, different HDPE grades
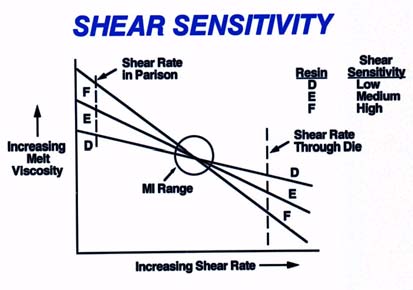
exhibit different levels of shear sensitivity. Figure
1 shows that good shear sensitivity gives the best extrusion performance (lowest viscosity through
the die) and best parison melt strength (highest
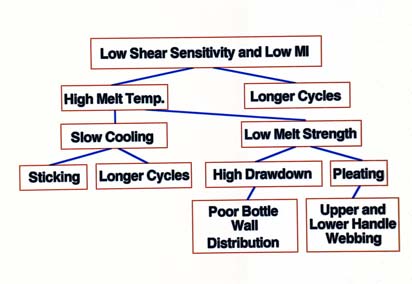
viscosity at low shear). Some of the problems
associated with low shear sensitivity are shown in
A resin with poor shear sensitivity may require
higher melt temperatures, resulting in longer
cycles because of the extra cooling time needed. This resin may also exhibit low parison strength,
Fig. 1: The importance of good shear sensitivity –
leading to “pleated” parisons and webbing in the
high viscosity in the parison, low viscosity
A resin with poor shear sensitivity may require higher melt temperatures, resulting in longer cycles because of the extra cooling time needed. This resin may also exhibit low parison strength, leading to “pleated” parisons and webbing in the blown handle. Consistent shear sensitivity is critical for consistent performance. At Lyondell, our resins are constantly checked for consistently high shear sensitivity for successful blow molding.
If you would like to learn more about shear
Fig. 2: Low shear sensitivity with low Ml is bad
sensitivity, please contact your Equistar sales or
news for the molder - the cures are even worse.
The information on this document is, to our knowledge, true and accurate. However, since the particular uses and the actual conditions of use of our products are beyond our control, establishing satisfactory performance of our products for the intended application is the customer's sole responsibility. All uses of Equistar products and any written or oral information, suggestions or technical advice from Equistar are without warranty, express or implied, and are not an inducement to use any process or product in conflict with any patent. Equistar materials are not designed or manufactured for use in implantation in the human body or in contact with internal body fluids or tissues. Equistar makes no representation, promise, express warranty or implied warranty concerning the suitability of these materials for use in implantation in the human body or in contact with internal body tissues or fluids. More detailed safety and disposal information on our products is contained in the Material Safety Data Sheet (MSDS). All users of our products are urged to retain and use the MSDS. A MSDS is automatically distributed upon purchase/order execution. You may request an advance or replacement copy by calling our MSDS Hotline at (800) 700-0946. Lyondell Chemical Company 1221 McKinney, Suite 700 P.O. Box 2583 Houston, Texas 77252-2583 (800) 615-8999
The ‘Open Method of Coordination and ist Effects:’ Policy Learning or Harmonisation? Stefan Okruch Edited by the Professors and Readers of Andrássy Gyula University, Budapest. This series presents ongoing research in a preliminary form. The authors bear the entire responsibility for papers in this series. The views expressed therein are the authors’, and may not reflec
BSD Michael Y. Shapira MD Office +972-2-6778351 Bone Marrow Transplantation & Cancer Immunotherapy Center Hadassah University Hospital Re – Mikhaelova Yulia, our number Z-899130-4 Mikhaelova Yulia is a 12 years old girl from Russia that was diagnosed on April 2009 as suffering from B-ALL (CD10, HLA DR, CD19, CD22 positive) with normal cytogenetics. The patient was treated according
 Shear Sensitivity
Shear Sensitivity 

 Shear Sensitivity (Continued)
Shear Sensitivity (Continued)